


国家智能制造装备专项“重卡变速器装配生产线项目”通过验收

评审会现场

陈书宏做汇报

赵艳文做汇报
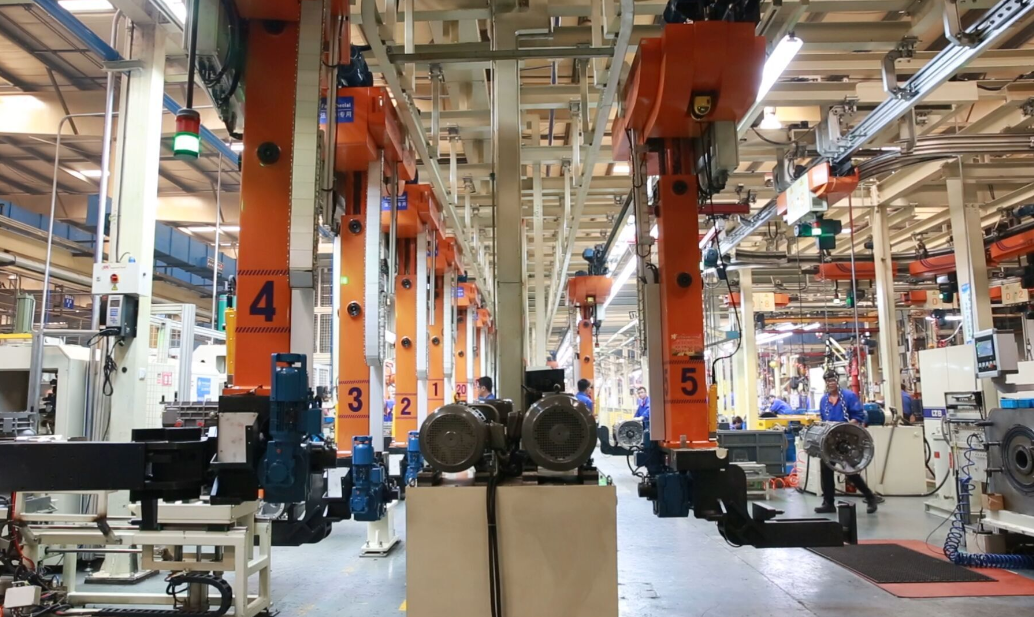
装配生产线
近日,由中国科学院沈阳自动化研究所承担研制的国家智能制造装备专项“重卡变速器装配生产线项目”通过验收。该项目具有自主知识产权,其重卡变速器装配生产线在西安法士特汽车传动有限公司成功应用。
验收会在西安法士特汽车传动有限公司举行。评审会上,项目设计及制造部门——沈阳自动化所智能检测与装备研究室成套装备事业部部长陈书宏向专家组汇报了“重卡变速器装配生产线项目”的技术特点及项目实施为企业及社会带来的益处。重卡变速器装配生产线项目自2011年由沈阳自动化所自主开发设计并制造,2012年初在西安法士特汽车传动有限公司应用,开始整线联调、试运行,年中已经可以正式批量生产。自2012年试运行至今,满负荷批量生产,日均运转16小时,连续运行时间超过300天,生产节拍达到150秒。整条线运行稳定,状态良好,证明了该装配线技术稳定可靠,产品装配质量和工作效率得到大幅度的提升,给企业带来显著的经济及社会效益。
随后,项目示范用户——法士特汽车传动有限公司工艺研究所所长赵艳文汇报了生产线运行情况。他指出,该项目自2012年11月正式投入使用至今,效果良好。生产的变速器为我公司大扭矩轻量化高端产品,这些产品不仅配套国内东风公司、一汽集团、陕汽集团、北汽福田等一线品牌公司主机厂家,更配套沃尔沃、配卡等国际知名公司,远销欧美市场。客户普遍反映,该装配线生产的产品,换挡性能、噪音、故障率等各项指标明显好于同行业其他厂家水平。
与会成员在评审期间,随同法士特相关人员就项目的运行情况进行了实地考察。经质询、答疑和讨论,评审委员会一致同意本项目通过验收,认为本项目系统性能指标及智能化功能达到国家智能发展专项的要求,技术水平达到国内领先、国际先进水平。
重卡变速器装配生产线配置6台六自由度机器人,开发了定位精度达到±0.4mm的主物流输送系统、MES管理系统等,实现了在线自动检测和产品流向自动控制,可完成9档和12档系列产品混线柔性装配。关键核心装置自主可控水平达到61%。该装配线已在西安法士特汽车传动有限公司应用,生产节拍达到150秒,日均运转16小时,连续运行时间超过300天,装配线运转稳定,状态良好。该项目由沈阳自动化所与西安法士特公司在2011年签订,并于2012年获得国家智能制造装备发展专项支持,旨在设计开发与实施面向重卡变速器的自动化装配生产线,从而提高变速器生产企业的产品装配质量,推动我国汽车制造业的技术提升。(智能检测与装备研究室)
附件下载:




